


↓↓↓
· 数据核对
供货时必须同时提供相应接头性能等级的接头型式检验报告和套筒原材料的力学性能检验报告。审查型式检验报告时应注意:①接头试件的基本参数必须详细记录在试验报告中;②检测报告不得超过4年;③只有标准接头需要型式试验报告;同类型同等级的接头使用同类型同等级的型式检验报告,不允许反之。
▲ 联合型式检验报告
标准套管用于开挖基础钢筋和整体吊装钢笼的连接。

▲直螺纹套筒样品
· 视力检查
连接套螺纹牙型应饱满,连接套表面不得有裂纹钢筋抗拉强度单位,表面和内螺纹不得有严重腐蚀等可见缺陷。

· 尺寸检查
应检查重要尺寸(外径、长度)、螺纹牙型和精度钢筋抗拉强度单位,并符合制造商产品设计图纸的要求。内螺纹用特殊的螺纹塞规检查。塞规应能顺利旋入,塞规长度不应超过3P(P为一节距的长度)。

允许偏差:套筒直径D≤50;外径允许偏差±0.5;长度允许偏差±0.5。

· 抽样检验
一般测试项目:抗拉强度。
同一施工条件下同一批次材料的同一等级、同一规格的验收批次和取样数量接头,以500个为验收批次,验收不足500个的也视为验收批。从每个验收批次中随机选择三个试样进行单轴拉伸试验。接头拉伸试片长度为600mm。接头应位于试件的中间。

抽样清单内容应包括委托单位、项目名称、施工单位、抽样时间、钢筋生产厂家或产地、钢筋等级或等级、钢筋规格、焊接连接方式、使用部位、试件数量、要求检查项目、采样器、见证人、见证人编号等
合格率要求:连接套或锁紧螺母抽检合格率不低于95%。当抽检合格率低于95%时,应选择相同数量的产品进行复检。当两次检验总合格率不低于95%时,该批产品为合格。若合格率仍低于95%,则对批次产品进行逐一检验,合格的方可使用,不合格的产品退回厂家处理。
· 其他注意事项
1、加工丝头的工人应由经过培训、持证上岗的人员操作,不能随意更换同一台机器的操作人员。工人开始加工前,应在工人制作的丝头工艺检验合格后方可开始加工,以免盲目批量加工造成损失。

2、线头加工是指钢筋两端应切平(使用砂轮切割机,严禁气割),保证钢筋端部的平整度,使安装力矩有效相互推挤,以消除或减少因钢筋张力造成的螺纹间隙。产生的变形。

3、钢丝头的加工长度一般比公道差多两丝(套管长度的一半)(完整的螺纹圈数)。
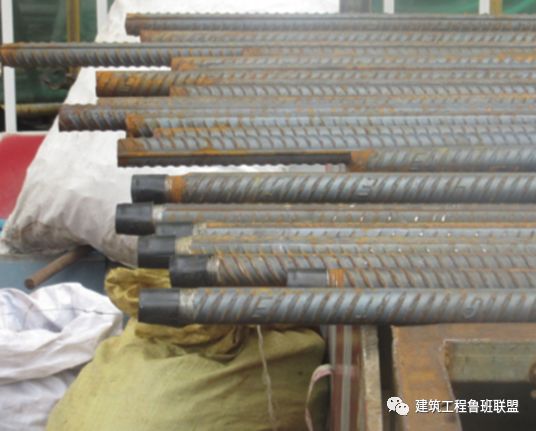
4、线头加工完成后,应用套管绞合,以保证使用质量,并应戴上保护帽进行保护(因为钢筋破坏氧化层后容易生锈)。


▲此表仅供参考
5、钢筋绑扎阶段,应经常到现场检查使用情况(是否浪费),使用方法是否正确。当然你也可以检查一下机械连接的扭力是否达到了强度(比如用扭力扳手靠自己的重量往下压,看能不能压紧)。

6、在组装模板和浇筑混凝土前,应到现场检查材料是否清理干净,以免造成不必要的浪费。

建筑工程鲁班奖颁奖典礼
建筑工程鲁班人交流会
每日精选,晚间发布
享受学习,共同进步
↓长按识别加入联盟↓







